















 服务咨询热线
服务咨询热线13317464718
服务咨询热线一、工件尺寸准确差如何解决?
工件尺寸准确性差的原因及应对策略:
1、刀具磨损:刀具磨损会导致切削力变化,进而影响工件尺寸准确性。
应对策略:定期检查和更换磨损的刀具,确保刀具保持良好的切削状态。
2、机床热变形:机床在运行过程中可能会受热膨胀或热变形的影响,导致工件尺寸偏差。
应对策略:控制机床的温度,采取降温措施,如使用冷却液或加装冷却系统,以减少热变形的影响。
3、加工参数设置不准确:加工参数,如进给速度、切削深度等的设置不准确,会影响工件尺寸的准确性。
应对策略:根据材料特性、刀具类型和加工要求,合理设置加工参数。进行试切试验,通过调整参数,找到最佳
的加工条件。

二、表面光洁度差如何解决?
表面光洁度差的原因及应对策略:
1、切削参数设置不当:切削参数设置不正确,如进给速度过快、转速过高等,会导致表面光洁度差。
应对策略:优化切削参数,降低进给速度、适当调整转速等,以提高表面光洁度。
2、刀具磨损或刃口损伤:刀具磨损或刃口损伤会导致不规则的切削,并影响表面质量。
应对策略:定期检查和更换磨损的刀具,确保刃口处于良好的状态。使用高质量的刀具,提高切削效果。
3、切削液不当:切削液的选择和使用不当,可能导致切削润滑不良或冷却效果不佳,进而影响表面光洁度。
应对策略:选择适合加工材料和刀具的切削液,并根据切削液的使用要求正确使用和更换。


三、工件产生大小头现象的原因及应对策略
CNC(计算机数控)加工中,工件产生大小头现象通常是由以下原因之一引起的:
1、切削力不均衡:在加工过程中,如果切削力分布不均衡,会导致工件产生大小头现象。
应对策略:调整切削参数,如进给速度、切削深度等,使切削力更均衡分布。如果可能,考虑使用多刀具切削
来均衡切削力。
2、刀具磨损或刃口损伤:刀具的磨损或刃口损伤会导致切削不均匀,从而引起工件产生大小头现 象。
应对策略:定期检查和更换磨损的刀具,确保刀具保持良好的切削状态。使用高质量的刀具,并正确进行
刀具的安装和调整。
3、机床热变形:机床在运行过程中可能会受热膨胀或热变形的影响,导致工件产生大小头现象。
应对策略:控制机床的温度,采取降温措施,如使用冷却液或加装冷却系统,以减少热变形的影响。
在加工高精度工件时,可以考虑使用温度补偿功能。
4、夹紧力不均匀:工件在夹具中的夹紧力分布不均匀,会导致工件产生大小头现象。
应对策略:调整夹具的夹紧力分布,确保夹紧力均匀。使用适当的夹具和夹紧方式,以确保工件在加工
过程中保持稳定的位置。

四、如何解决加工出来的工件尺寸时大时小?
如果CNC加工中动器相位灯正常,但加工出来的工件尺寸时大时小不稳定,可能是由以下原因之一引起的:
1、刀具磨损或刃口损伤不均匀:刀具磨损或刃口损伤不均匀会导致切削力分布不均匀,进而引起工件尺寸时大时小不稳定。
应对策略:定期检查和更换磨损的刀具,确保刀具保持良好的切削状态。使用高质量的刀具,并正确进行刀具的安装和调 整。
2、切削参数不合适:不正确的切削参数设置可能导致切削力变化,进而影响工件尺寸的稳定性。
应对策略:优化切削参数,如进给速度、切削深度、切削速度等,根据材料特性和加工要求进行合理的调整。进行试切试 验,通过调整参数找到最佳的加工条件。
3、机床热变形:机床在运行过程中可能会受热膨胀或热变形的影响,导致工件尺寸时大时小不稳定。
应对策略:控制机床的温度,采取降温措施,如使用冷却液或加装冷却系统,以减少热变形的影响。在加工高精度工件 时,可以考虑使用温度补偿功能。
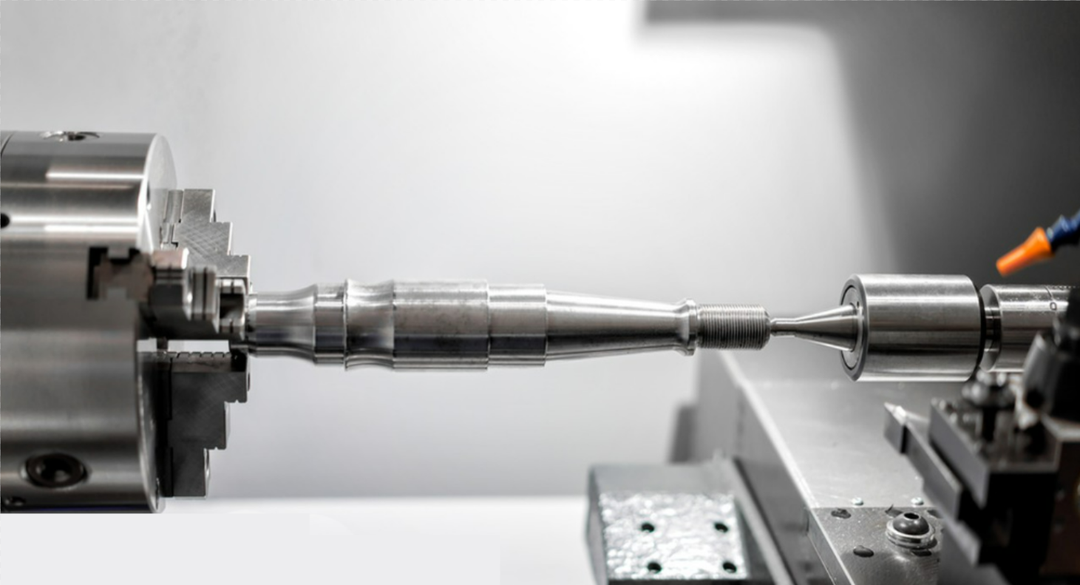
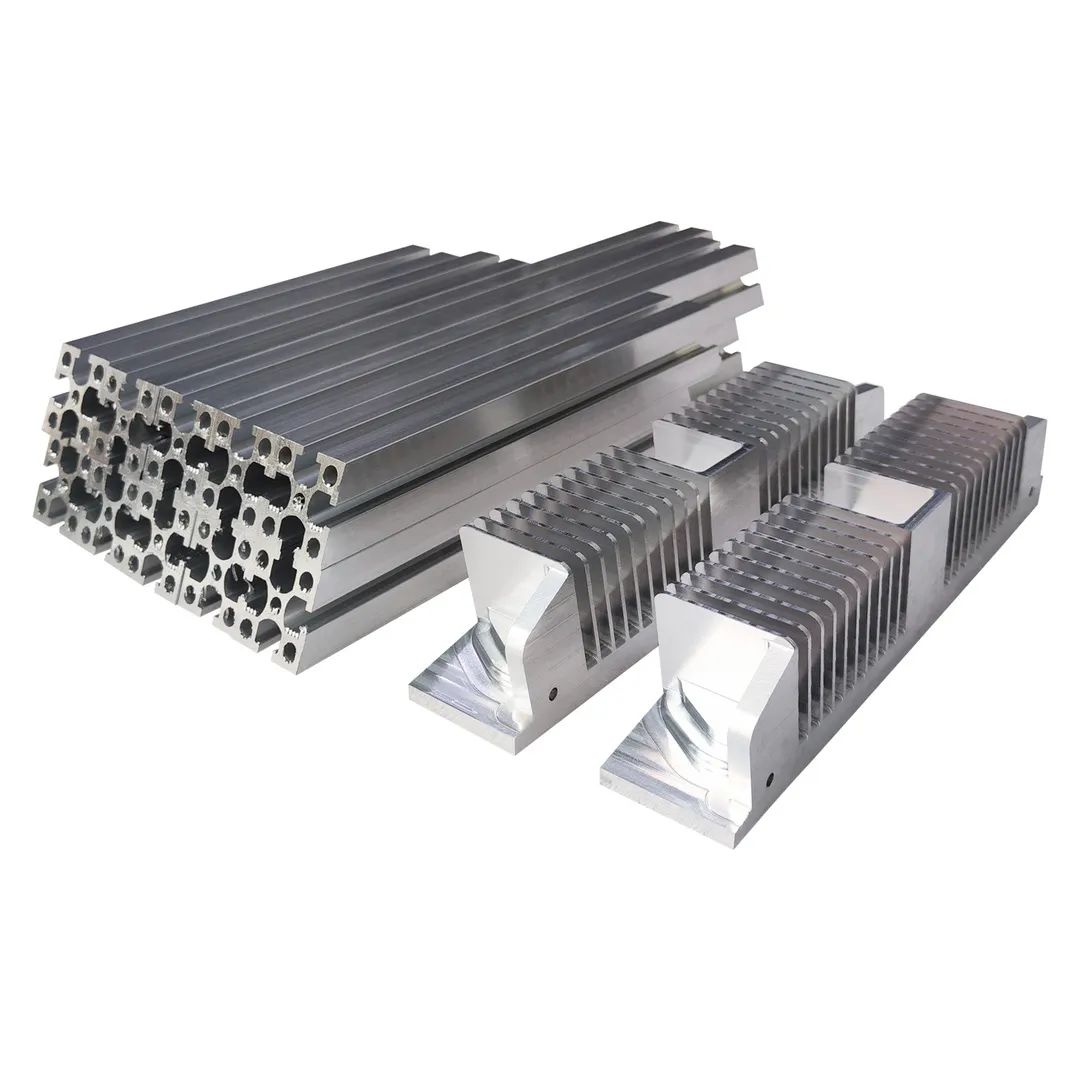
五、东莞市永恩的“硬实力”
CNC机加工技术在制造业用途较为广泛,永恩的CNC机器主要用在金属零件加工和快速模具加工。加工使用的原材料采用45号钢、6061T6铝合金、7075铝合金、锌合金、镁合金、黄铜等金属材料。块状材料加工方式是用挖掘式、切削式、专用铣刀,针对客户提供3D数据图纸,用CNC挖掘铣削的快速成型方法使其金属类块状板料,通过CNC加工方法成为与图纸相符的金属样品和小批量零件。小批量定制,来图打样生产,永恩值得您的信赖!

手板.模具.钣金.机加工.3d打印加工的源头厂家
公司名称:永恩成型技术(东莞)有限公司
报价咨询:13317464718(秦先生)
技术咨询:17665204543(吉总)
联系邮箱:gyr18@gyrprototype.com
公司地址:广东省东莞市虎门镇浦江路9号7栋


技术咨询微信号

报价咨询微信号
友情链接LINK: